Contornatura passante su piastra (Path)
giugno 2022
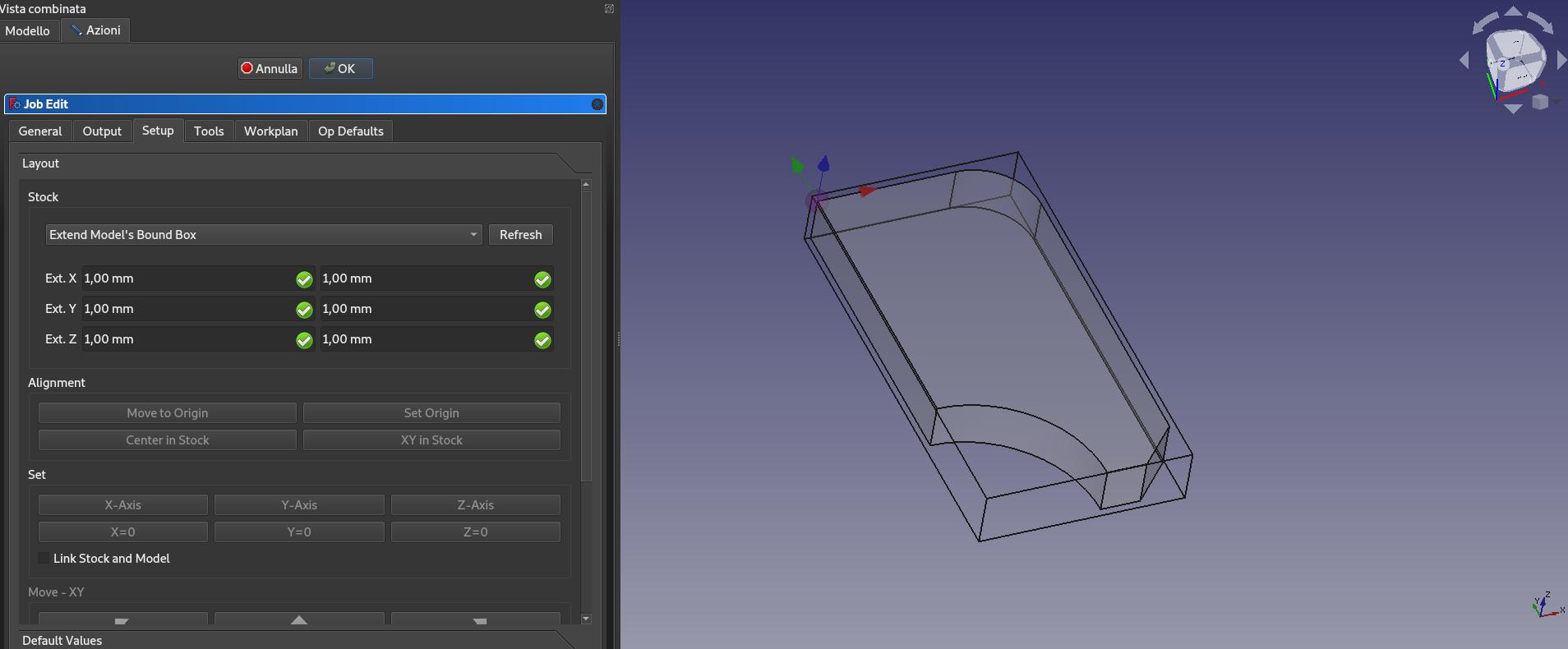
Dopo aver seguito i passaggi precedenti riguardanti il settaggio dello zero macchina, siamo pronti per iniziare la prima semplice operazione di fresatura, ovvero la contornatura passante di un profilo su una piastra.
Posizioniamo l’utensile ed azzeriamo gli assi nel punto in cui abbiamo settato la zero macchina (come da immagine seguente).
clicchiamo su Toggle the Toolbit Dock (P, T) e dalla Dock scegliamo l’utensile desiderato (vedi l’articolo Toolbit Path), nel nostro caso una fresa a candela diametro 6×30 mm, quindi facciamo clic in basso su Add To Job, l’utensile verrà aggiunto e sarà visibile espandendo la cartella Tools.
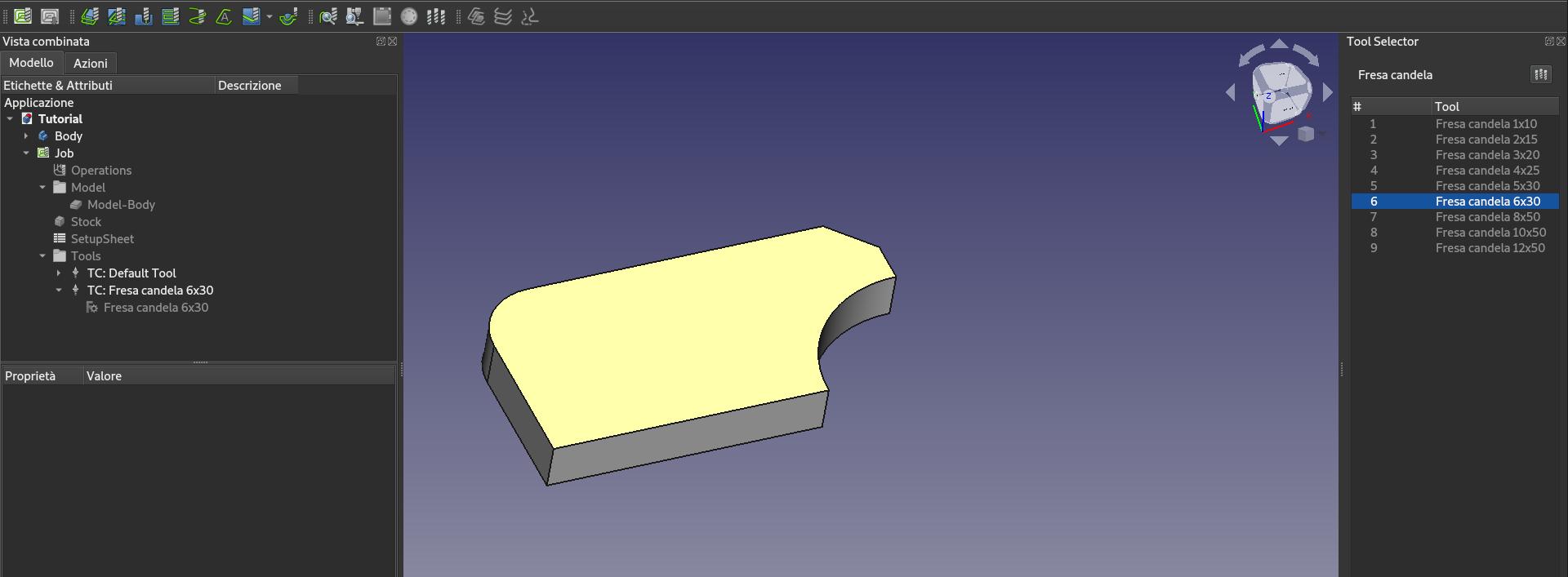
Facciamo clic su Profila l’intero modello, le facce selezionate o i bordi selezionati, se son presenti almeno due utensili si aprirà la finestra di dialogo che ci chiede di sceglierne uno, scegliamo Fresa candela 6×30 e facciamo clic su OK.
Apriamo la scheda Profondità e modifichiamo il campo Step Down impostandolo a 0,5 mm (ogni giro sarà incrementato di 0,5 mm in profondità).
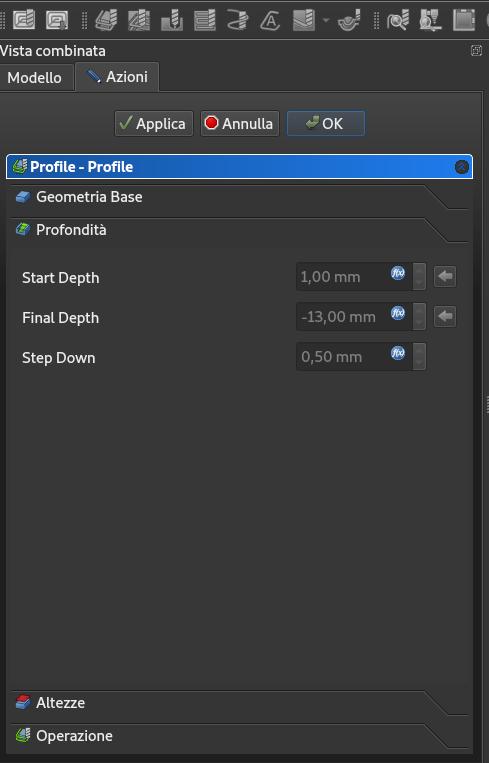
facciamo clic su Applica, il percorso verrà generato.
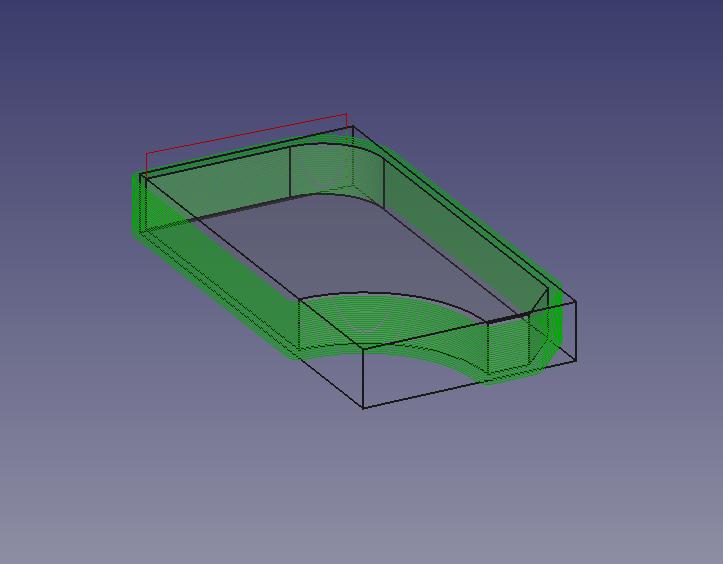
Facciamo clic su OK.
Per evitare che il pezzo si stacchi nell’ultimo giro di fresatura causandone il danneggiamento e magari la rottura dell’utensile, andremo a posizionare dei testimoni che in Path si chiamano Lembi di fermo. Espandiamo la voce Operation e selezioniamo il percorso appena calcolato Profile quindi andiamo nel menù Path>Path Dressup>Lembi di fermo.
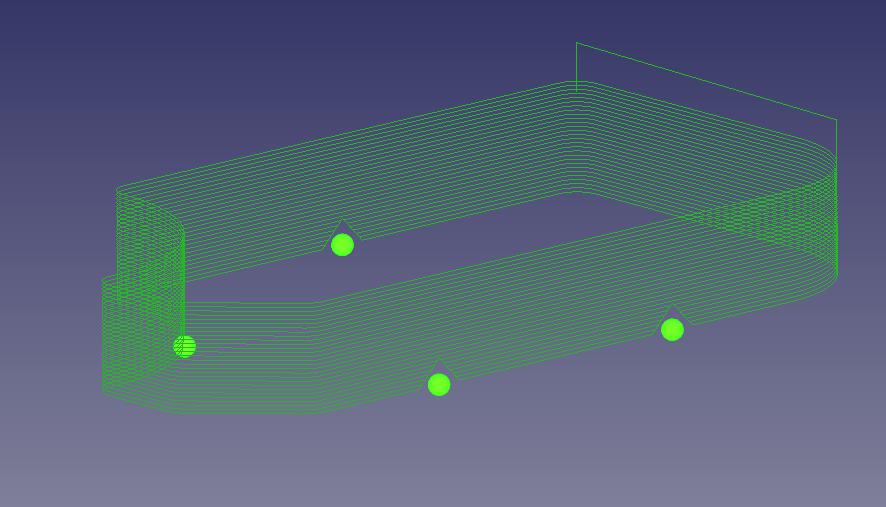
Per aggiungere un lembo premere Add e fare clic su un punto nel percorso ed eventualmente modificarne le dimensioni.
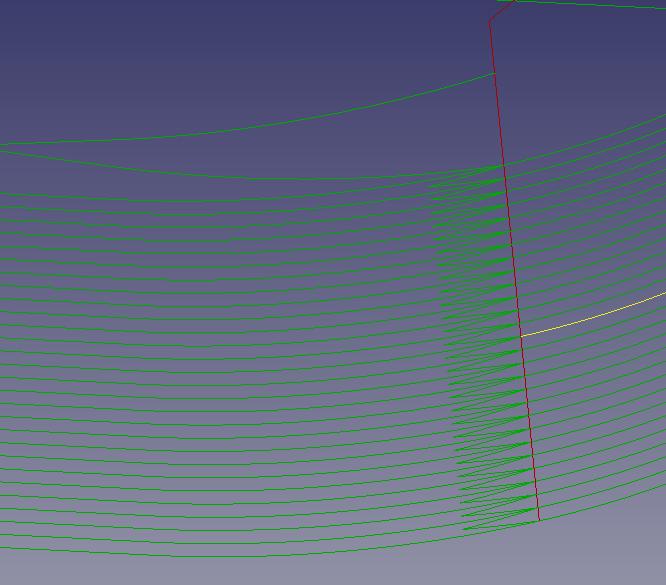
L’ultima operazione consiste nell’impostare una rampa d’ingresso ad ogni incremento in Z (Step Down) per non rischiare di rompere l’utensile. Con il percorso Dressup Tag selezionato portiamoci nel menù Path>Path Dressup>Rampa d’ingresso.
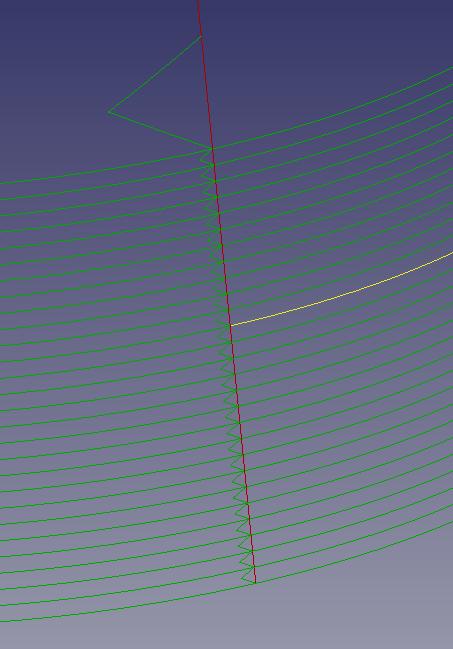
Selezioniamo il percorso RampEntryDressup001 e modifichiamo a piacimento il valore Angolo (di default a 60°) portandolo ad esempio a 85°, quindi clicchiamo su Applica.
Prima di fare la simulazione e compilare il codice G-Code andiamo a settare l’avanzamento e i giri del nostro utensile. Facciamo doppio clic su Job  (o nome che abbiamo impostato come progetto Path), apriamo la scheda Strumenti e modifichiamo i campi Velocità avanzamento verticale, orizzontale e Mandrino
(o nome che abbiamo impostato come progetto Path), apriamo la scheda Strumenti e modifichiamo i campi Velocità avanzamento verticale, orizzontale e Mandrino
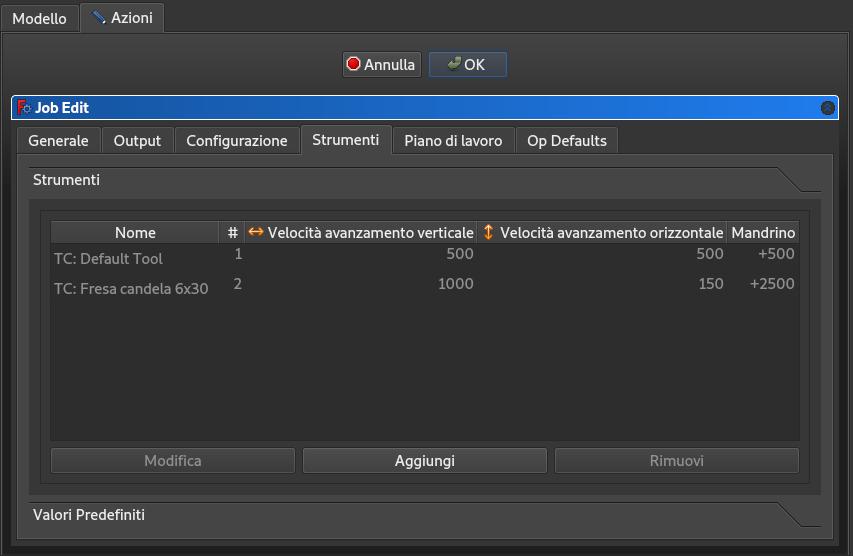
e premiamo OK.
I valori impostati sono casuali, per calcolare la velocità di avanzamento e i giri del mandrino leggere l’articolo dedicato a questo link.
Nell’esempio precedente la velocità verticale non verrà usata perchè abbiamo usato una rampa d’ingresso, se non l’avessimo programmata l’incremento lungo l’asse Z di 0,5 mm sarebbe stato impostato ad una velocità di 150 mm/min.
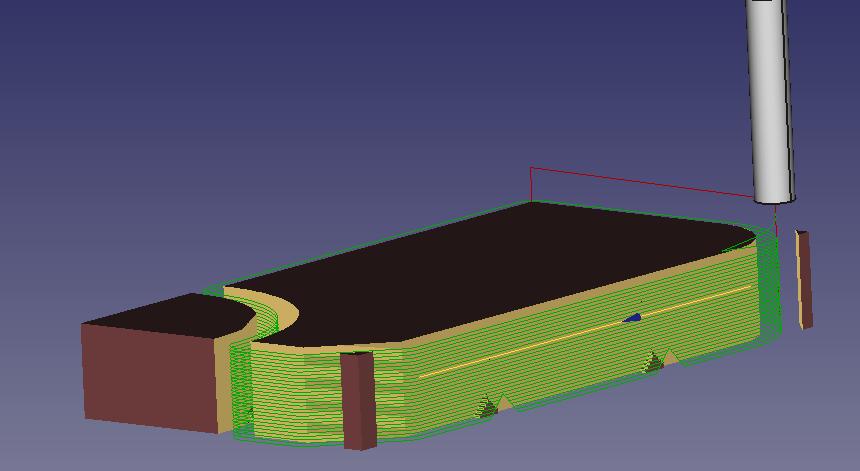
Possiamo vedere l’anteprima della lavorazione premendo lo strumento Simula il percorso G-Code sul pezzo grezzo (P, M).
Con RampEntryDressup001 selezionato clicchiamo su Post-elabora la lavorazione selezionata (P, P), diamo un nome (ad esempio staffa.ngc) ed un percorso (la nostra home directory) per generare il G-Code.
Ricordiamoci di salvare spesso il nostro progetto.
Siamo quindi pronti per trasferire il G-Code alla nostra macchina CNC.
Per tornare all’articolo principale clicca qui
I tutorial presenti in questo sito sono stati testati sul mio computer. Non rispondo di eventuali errori, perdita di dati e danni arrecati dall’uso di tali esempi. Usali a tuo rischio.

This work is licensed under a Creative Commons Attribution 4.0 International License.